Тема : Перевіряти плоскість прилягання головки до блоку на короблення виступами або утоплення клапанів, притирати клапани вручну, перевіряти якість ремонту.
розробити конспект
1. Розбору і зборку деталей потрібно проводити на спеціальних стендах, столах, які забезпечують стійке положення.
5. Важкі деталі і агрегати піднімати під’ємно-транспортним обладнанням. Забороняється розбирати агрегати і вузли, підвішені на під’ємниках.
8. Ключі повинні відповідати розміру гайки чи гвинта. Забороняється збільшувати довжину ключа іншим ключем чи трубою.
9. При ви пресування чи запресуванні гільз, втулок слід користуватися з’ємниками і пресами.
10. Важкі деталі і агрегати піднімати під’ємно-транспортним обладнанням. Забороняється розбирати агрегати і вузли, підвішені на під’ємниках.
| |||
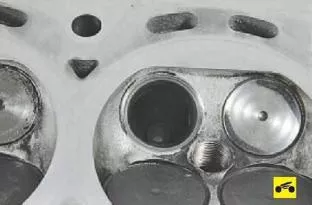
10. Перевірити клапани на виступи чи утоплення | Штанген-циркуль  Великі тріщин виявляють при зовнішньому огляді головки. Головки вибраковують, якщо виявлено тріщину, що проходить через отвори під шпильки кріплення, під напрямні втулки клапанів або через перемички гнізд, а також при пробоїнах стінки водяної оболонки. Інші тріщини ремонтують зварюванням, склеюванням епоксидними сумішами або накладанням латок. Спрацьовану різьбу ремонтують встановленням перехідних втулок на різьбі. Жолоблення площини прилягання до блоку допускається до 0,15 мм. При великих значеннях жолоблення, площина шліфується. | ||
| 
|
| Залити гас у впускні та випускні канали. Якщо через 5 хв гас не проник між клапаном та гніздом – герметичність нормальна. 
| ||
14. Затягування гайок болтів кріплення головки циліндрів двигуна (відповідно до нумерації) |  |
Пристосування для притирання клапанів: 1 - металевий стрижень (можливе використання викрутки з хрестоподібним лезом); 2 - гумовий шланг; 3 - гвинтові хомути
Замість гумового шланга і хомутів можна приварити до стрижня пристосування наконечник, в бічній стінці якого виконано наскрізний різьбовий отвір, у яке укручений болт для фіксації стрижня клапана.
Крім того, вам знадобиться: притиральна паста, гас, слабка пружина, по зовнішньому діаметру проходить в отвір сідла клапана.
1. Очистіть клапан від нагару.

2. Нанесіть на фаску клапана суцільний тонкий шар притиральної пасти.
3. Надягніть на стрижень клапана попередньо підібрану пружину й вставити клапан в направляючу втулку з боку камери згорання, змастивши стрижень клапана шаром графитной мастила.
Примітка
Графітна змазка оберігає напрямну втулку від попадання в її отвори абразиву з притироной пасти і полегшує обертання клапана під час притирання.
4. Надягніть на стрижень клапана пристосування для притирання клапанів (або з деяким натягом гумову трубку для з'єднання клапана з реверсивним дрилем).

5. Включивши дриль на мінімальну частоту обертання (у реверсному режимі) або обертаючи пристосування (у разі ручної притирання) поперемінно в обидві сторони на пів - обороту, притрите клапан, періодично то притискуючи його до сідла, то послаблюючи зусилля притиснення.

6. Притирайте клапан до появи на його фасці матово-сірого безперервного однотонного паска шириною не менше 1,16 мм для впускного клапана і 1,31 мм для випускного, при цьому...
7. .на сідлі клапана після притирання також повинен з'явитися матовий поясок шириною не менше 0,9 мм
8. Після притирання ретельно протріть клапан і сідло чистою ганчіркою і промийте для видалення залишків притиральної пасти.
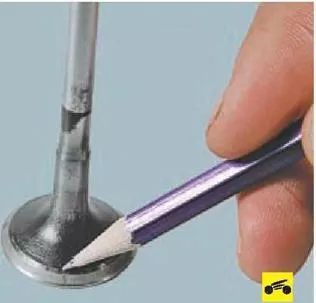
9. Перевірте концентричність розташування тарілки клапана і сідла; нанесіть на фаску тарілки клапана тонкий шар олівцевого графіту грифеля, вставте клапан в направляючу втулку і, злегка притиснувши до сідла, проверніть. Слідами графіту на фаски сідла можна судити про концентричності розташування клапана і сідла.
10. Перевірте герметичність клапана, для чого встановіть його в голівку з пружинами і сухарями. Потім покладіть голівку набік і залийте гас в той канал, який закритий клапаном. Якщо протягом 3 хвилин гас не просочиться в камеру згоряння, клапан герметичний.
Немає коментарів:
Дописати коментар